背景介绍
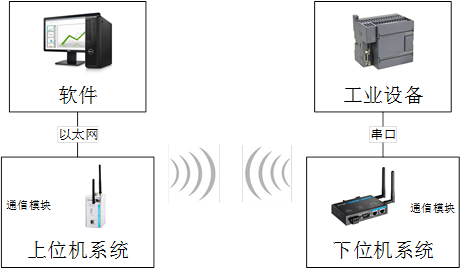
在工业级使用环境中,下位机有时需要与上位机进行远程无线通信,如仓库自动导航车与中控室之间,以及厂房数控车床与中控室之间。这时就需要在下位机和上位机上各安装通信模块进行之间的无线通信。下位机上通常会有工控机、PLC、扫码仪等终端设备,支持工业常见的RS-232/422/485串口通讯协议,因此下位机上安装的通信模块就需要有对应串口,将工业设备接入整个无线通信链路上来,使得下位机工业设备中的数据、指令可以与上位机进行交互。
TP-LINK工业级客户端具备工业型以太网口与DB9式串口,支持RS-232/422/485协议,支持TCP Server、TCP Client、UDP模式的通信。可满足下位机通信模块的使用要求。

本文适用于TP-LINK所有带工业型串口的设备,包括:TL-CPE300D工业级、TL-CPE1300D、TL-DU2001-W工业级、TL-DU2002工业级、TL-TR905工业级。以下以TL-CPE300D工业级为例,介绍一下工业级客户端串口的使用方法。
操作步骤
工业级无线通信系统一般组成如下图所示,首先需要配置基本有线无线连接。如果该系统需要用到串口通信,有以下几个步骤。
一、 通过DB9线缆将工业级客户端串口与工控设备相连

串口连接线根据不同协议使用,在线序上会存在差异。请确认DB9针脚连接方式是否匹配采用协议,TP-LINK工业级客户端串口针脚使用说明如下。
|
协议 |
|
RS232 |
RS422 |
RS485-4 |
RS485-2 |
|
针脚接口 |
1 |
|
TX- |
A- |
|
|
2 |
RX |
TX+ |
A+ |
|
|
|
3 |
TX |
RX+ |
B+ |
DATA+ |
|
|
4 |
|
RX- |
B- |
DATA- |
|
|
5 |
GND |
GND |
GND |
GND |
|
|
6 |
|
|
|
|
|
|
7 |
|
|
|
|
|
|
8 |
|
|
|
|
|
|
9 |
|
|
|
|
二、 配置工业级客户端串口参数
1. 登录工业级客户端Web管理界面,进入“串口”子菜单,开启“串口功能”。
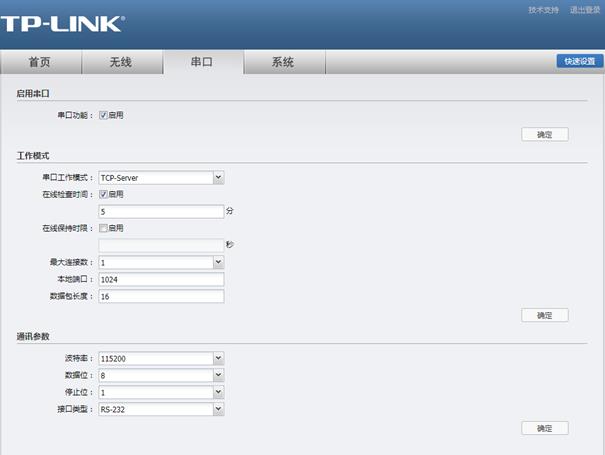
2. 配置“工作模式”相关参数。串口可工作为TCP Server、TCP Client及UDP模式。前两者以数据流形式通信,有向连接协议;后者是以数据包形式通信,无向连接协议,无需建立握手。
TCP Server模式为默认模式,可以接受Client的连接请求并作出回应。
TCP Client模式需配置Server端的IP地址及双方端口信息。

UDP模式无需建立连接,直接配置发送目的地址信息即可,如果是单一目的地址保持“IP起始地址”与“IP终止地址”一致。

【参数说明】
(1) 在线检查时间:串口发送维护连接的检查数据包的间隔时间,如未收到对端回复则会释放TCP连接,以便及时释放资源,避免浪费。
(2) 在线保持时限:超过该时限串口没有接收数据包则会断开TCP连接。当多个Client接入通讯时可释放通讯空闲,节省网络流量。
(3) 数据包长度:设备在串口数据没有换行符情况下单个数据包的最大长度。
3. 配置“通讯参数”。
本设备不支持流控功能。
(1) 波特率:表示每秒钟传送的符号的个数,常用有9600, 115200等。
(2) 数据位:衡量通信中有效数据的参数,默认8。
(3) 停止位:表示单个包的最后一位,默认1。
(4) 接口类型:根据需要的通信协议和串口线选型来选择。
三、 工业设备终端串口配置
实际应用中,工业级设备大多支持串口、网口通信,如使用串口需在设备终端进行配置以保证和工业级客户端按照指定协议通信。这里以SecureCRT为例简单介绍终端串口配置步骤。首先打开终端配套串口配置软件,新建串口连接,在协议类型中选择“Serial”:串口。
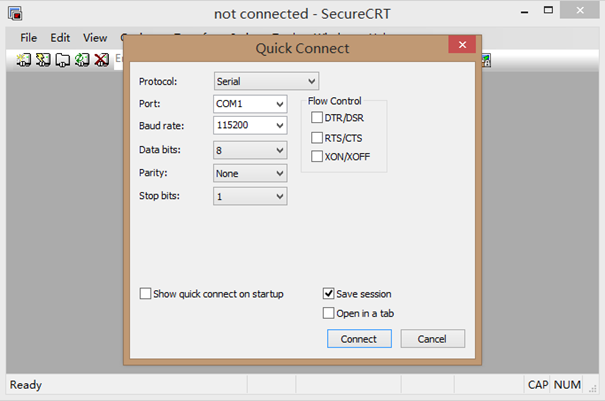
COM口的编号要对应实际物理连接终端的串口编号。波特率需要与无线通信模块设置的波特率保持一致,否则可能出现乱码或无法通信。流控不勾选选项。确认之后连接建立。一般软件自带的日志记录,脚本预设等功能可提高使用效率。
一些成熟的工业终端产品,如西门子 S7-200 PLC,有专用的编程软件(STEP 7 MicroWIN),其中通信配置方法可参考:《西门子S7-200PLC在线端口设置》。
四、 配置上位机串口工具
在与下位机设备进行串口通信时,需要在上位机上事先安装串口工具并配置串口。通常串口调用工具集成在仓库、车间集中控制系统的功能模块中。串口工具多种多样,配置方式和参数大体相同。
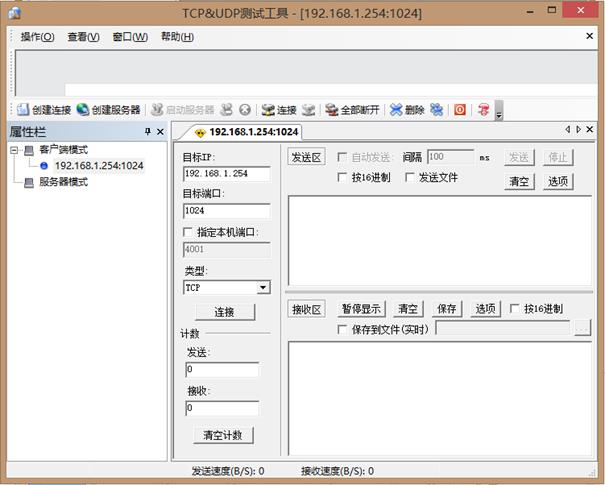
(1) 首先新建串口连接。通信方式需要与下位机工业级客户端配置的串口工作模式相同。目标IP即是下位机工业级客户端的IP,端口号为下位机工业级客户端本地端口号。

(2) 建立完串口连接后即可进行通信。常用的串口工具都有日志记录、常用命令快捷设置等功能,方便使用。
在一系列配置完成之后,控制室内的电脑软件可与远程工业终端之间实现双向的数据及指令交互。